- تاریخ انتشار ۱۹ اسفند ۱۳۹۶
- تعداد بازدید 4421 بازدید
- دسته بندی مقالات لوله های پلاستیکی
/ لولههای پی وی سی (پلیکا) - نظرات کاربران 0 دیدگاه
- اشتراک گذاری

wikiplast.ir
روش های تعیین کیفیت لوله های پی وی سی
از ویژگی های جذاب این لوله ها در مقایسه با لوله های فلزی می توان به هزینه کمتر، سهولت نصب، استحکام ساختاری عالی، وزن سبک، کاهش بسیار زیاد سروصدا و پارازیت (کاهش ۴ برابری در مقایسه با لوله های مسی) و مقاومت به خوردگی بسیار زیاد آنها است.
اما پدیده تخریب یکی از معضلات مهم در استفاده لوله های پلاستیکی خصوصا لوله های PVC می باشد. این پدیده علاوه بر تسریع شکنندگی لوله ها، می تواند به عنوان مثال با نشت آب یا فاضلاب، باعث خسارات بسیار زیادی در زندگی روزمره مردم شود.

در لوله های PVC دلایل مختلفی در بحث تخریب وجود دارد که مهمترین آنها شامل ۱-حمله های شیمیایی ۲-نصب نامناسب ۳- تولید
در ادامه به بیان مختصری از هر یک از عوامل ذکر شده پرداخته می شود:
۱-حمله های شیمیایی:
PVC به طور نسبی دارای مقاومت شیمیایی خوبی است، با این حال می تواند مانند بسیاری پلاستیک ها مورد حمله ترکیبات شیمیایی خارجی قرار گیرد.
این مواد شیمیایی همچون کتونها، آروماتیک ها، هیدروکربنهای کلرید، استرها و بنزن ها و دی کلرو متان می توانند به پلیمر PVC حمله کنند.
شکل ۲ نشان می دهد که لوله پی وی سی در تماس با حلال شیمیایی دچار آسیب شده است.

۲-نصب:
شکست در نتیجه نصب میتواند به دلایل مختلفی همچون الف)انتخاب نامناسب جنس لوله ب)چسب زدن نادرست ج)تکنیک اتصالات نامناسب د)آب و هوای نامناسب ه) عدم مهار مناسب لوله.
۳-طراحی و تولید
به منظور تاثیر طراحی و تولید قطعات پی وی سی در تخریب این محصولات پر مصرف در ابتدا لازم است تعریف مشخصی از پدیده ژل شدن یا پخت صورت پذیرد:
در طول فرآیند تولید قطعه ای از PVC، وقتی مواد گرم می شود، در ابتدا کوچک ترین دانه ها یا کریستال ها (grians) ذوب می شود. درطول فرآیند ذوب شدن، این دانه های مذاب به هم پیوسته و با هم تشکیل حالت نیمه ژل – ژل میدهند که تحت عنوان پخت یا ژل شدن شناخته می شوند.
بالابودن میزان ژل شدن یا پخت در طی فرآیند تولید قطعات پی وی سی نشان دهنده یکنواختی و پیوستگی ترکیب بوده و باعث بالا رفتن خواص فیزیکی، مکانیکی و شیمیایی قطعه می شود.
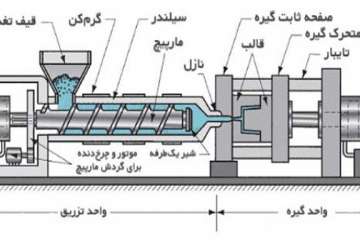
لوله های پلاستیکی PVC هم به وسیله فرایند اکستروژن و هم اتصالات به وسیله قالب گیری تزریق تولید می شوند. همانند اکثر عملیات های تولید پلاستیک، شرایط فرآیندی، کیفیت محصولات را رقم میزند. درطول فرآیند تولید pvc، درجه حرارت سیلندر و قالب از اهمیت بسیار خاصی برخوردار می باشد.
در کنار سایر پارامترهای تولید همچون سرعت خوراک دهی، دورمارپیچ و سرعت خوراک دهی، درجه حرارت بهینه در طول فرآیند تولید، تاثیر گذاری بسیار زیادی بر میزان ژل شدن pvc دارد.
به گونه ای که، در صورت کاهش دمای فرآیند از حد بهینه، میزان اختلاط و در نتیجه میزان فیوژن و ژل شدن کاهش مییابد و چنانچه دمای فرایند از حد بهینه افزایش یابد، تخریب PVC اتفاق می افتد. در هر دوی این شرایط افت خواص بهینه لوله تولیدی و نهایتا تخریب پلیمر اتفاق خواهد افتاد.

نمونه ای از تخریب لوله پی وی سی در شکل ۳ مشاهده می شود. این چنین تخریبی نتیجه مستقیم روش های تولید است همانطور که در ادامه بررسی خواهیم کرد، میزان ناکافی ژل شدن احتمالاً یکی از دلایل ایجاد این نقص است.
از آنجا که میزان پخت شدن یا همان میزان ژل شدن PVC در طول فرآیند تولید از اهمیت بسیار مهمی در تضمین یک مقاومت شیمیایی و مکانیکی لوله های تولیدی می باشد. در این مقاله به بررسی تکنیک های رایج در تعیین میزان پخت لوله های پی وی سی پرداخته می شود.
تکنیک های غوطه وری در محلول شیمیایی جهت تعیین درصد ژل شدن:
همانگونه که در بخش مقدمه اشاره شد، دستیابی به میزان ژل شدن یا پخت مناسب پی وی سی در طی فرآیند تولید، ضمن محافظت در برابر حملات شیمیایی ناشی از حضور حلال های شیمیایی، می تواند تضمینی بر خواص مکانیکی محصول تولیدی باشد.
در حال حاضر دو تکنیک مورد استفاده برای تعیین میزان پخت، در حلال استن، براساس استاندارد ASTM D2152 و غوطه وری در حلال دی کلرومتان مطابق استاندارد ISO 9852 است.
در هر دو روش پس از قرار گیری لوله یا محصول PVC در حلال های ذکر شده، حمله مواد شیمیایی صورت گرفته و نتایج به شکل رد یا قبول خواهد بود. نتیجه رد شدن نمونه موقعی اتفاق می افتد که مواد شیمیایی موجود، توانایی حمله به PVC را داشته باشند و نتیجه حاصل از این حمله، برداشته شدن لایه ای پلیمر از سطح قطعه می شود که در شکل ۲ مشاهده می شود.
نکات قابل توجه در دو تکنیک غوطه وری در زیر آمده است:
۱- نمونه بریده شده از لوله یا اتصالات نباید تحت تنش بالای اره برش یابد چون ممکن است با افزایش اصطکاک ناشی از برش اره، دمای نمونه بالا رفته و تعیین میزان پخت یا همان ژل شدگی با خطا همراه شود.
۲- استن و دی کلرو متان مورد استفاده باید با کیفیت بالا همراه با حداقل مقدار رطوبت باشد.
۳- پس از آماده سازی، نمونه ها باید به مدت ۲۰ دقیقه در استن غوطه ور باشد. این مدت زمان برای روش دی کلرومتان ۳۰ دقیقه می باشد.
۴- مقدار غیر قابل قبول تخریب در اثر غوطه وری، بیشتر ۱۰% در بیش از یکی از سطوح داخلی، خارجی یا در جهت ضخامت نمونه برش یافته می باشد.
اگر چه آزمایشهای غوطه وری استن و دی کلرومتان، اطلاعاتی در مورد میزان پخت و ژل شدن مناسب محصول PVC به ما میدهد اما اطلاعاتی دقیق در مورد تاریخچه فرایندی PVC به ما نمی دهد و صرفا تایید یا رد بودن میزان پخت را اشاره می نماید.
همان گونه که اشاره شد، میزان ژل شدن بستگی به دمای فرآیند دارد که هرچه درجه حرارت بالا رود میزان ژل شدن نیز بیشتر است. اطلاعات مربوط به این اتفاق را می توان به وسیله دستگاه DSC تخمین زد.
گیلبرت و ویدا، کامپاند PVC را تحت دماهای کنترل شده ای، فرآیند نموده اند. تجزیه و تحلیل حرارتی بر روی نمونه ها با استفاده از دستگاه DSC انجام میگیرد و نمونهها از دمای اتاق تا ۲۴۰ درجه سلسیوس با سرعت ۲۰ درجه سلسیوس بر دقیقه گرم شدند.

اولین انتقال نشان داده شده بین ۸۰ تا ۸۵ درجه سلسیوس نشان دهنده دمای انتقال شیشه ای است.
منطقه A نشان دهنده ی ذوب شدن کریستال های نیمه ژل – ژل است که نشان دهنده ژل شدن ذرات پی وی سی می باشد.
و منطقه B نشان دهنده ی ذوب کریستالهایی است که در طول فرایند PVC ذوب شدند اما ژل نشدند.
نقطه ی اتصال بین ناحیه A و B نقطهای است که دمای فرایندی PVC را نشان می دهد.
در تعیین میزان ژل شدن یا پخت پی وی سی کافی است که سطح ناحیه A بر مجموع سطح ناحیه + ناحیه B تقسیم شود.
همانطور که در مطالب فوق اشاره شد، میزان ژل شدن به دمای فرآیند وابسته است که میتوان آن را در شکل ۴ مشاهده نمود. همانگونه که در نمودار ۴ مشخص است، با افزایش دمای فرآیندی که هم در محور عمومی و هم از نقطه اتصال ناحیه A و B قابل تشخیص می باشد، میزان ژل شدن یا پخت کامپاند PVC افزایش یافته است.
نتایج مطالعاتی و تجربی نشان می دهد که خواص مکانیکی از قبیل: استحکام ضربه، استحکام کششی و درصد کرنش PVC به میزان ژل شدن بستگی دارد. تعیین میزان ژل شدن و ارتباط آن با خواص مکانیکی نهایی می تواند یک ابزار قدرتمند برای ارزیابی کیفیت PVC و تحلیل شکست آن باشد وهرچه میزان ژل بودند کمتر باشد، تخریب و ترک خوردگی لوله بیشتر است.
به منظور تحلیل بیشتری از تاثیر دمای فرآیندی بر میزان ژل شدن پی وی سی و تاثیر آن در تست های غوطه وری حلال دی کلرو متان و آزمون DSC، مثال های زیر ارائه می شود:

۱- نمونه مربوط به شکل شماره ۲ که در آن سطح لوله در تماس با حلال خورده شده است:
پس از قرار گیری در حلال دی کلرو متان تخریب شده است. آزمون DSC نشان می دهد که دمای نقطه انتقال شیشه ای آن در حدود ۸۴٫۷ درجه، دمای فرآیندی حدود ۱۷۷ درجه و میزان ژل شدگی حدود ۵۶% بوده است.

۲- نمونه مربوط به شکل شماره ۳ که در آن سطح داخلی لوله دچار ترک بوده است :
پس از قرار گیری در حلال دی کلرو متان تخریب شده است. آزمون DSC نشان می دهد که دمای نقطه انتقال شیشه ای آن در حدود ۸۴٫۷ درجه، دمای فرآیندی حدود ۱۷۷ درجه و میزان ژل شدگی حدود ۵۴% بوده است.

۳- نمونه ای با شرایط فرآیندی کامل:
آزمون DSC نشان می دهد که دمای نقطه انتقال شیشه ای آن در حدود ۸۴٫۹ درجه، دمای فرآیندی حدود ۱۹۵ درجه و میزان ژل شدگی حدود ۹۷% بوده است که در تست دی کلرومتان هیچ گونه تخریبی از خود نشان نداده است.
برای آشنایی بیشتر با افزودنی های نانو جهت بهبود خواص ضربه پذیری لوله های پی وی سی به محصولات نانو افزودنیهای مخصوص لوله و اتصالات UPVC مراجعه فرمایید.

- خواص لوله های پلاستیکی و پلیمری
- کمک فرآیند پی وی سی در فرآیندهای مختلف
- تاثیر روان کننده بر پی وی سی سخت طی مراحل فرآیند
- کاهش هزینه در تولید کامپاندهای PVC
- بهبود خواص PVC بازیافت شده
- بهبود لوله های PVC-O
- ژئوممبران چیست و چه کاربردی دارد؟
- راه حل های نوآورانه با pvc
- پی وی سی (پلی وینیل کلراید) چیست؟ انواع و کاربرد Polyvinyl chloride
- تفاوت پلی اتیلن و پلی پروپیلن چیست؟ (قسمت اول)
-

ارزش ذهن۳۰ ثانیهای به سبک «چارلی مانگر»
ادامه مطلب -

۷ سوال برای اینکه اولویتهای مدیرتان را بهتر بدانید
ادامه مطلب -

مهارتهای نرم، سرمایه پنهان سازمانها در جذب و نگهداشت نیروی انسانی
ادامه مطلب -

پلیمرهای عمومی و مهندسی پرکاربرد در بازار ایران
ادامه مطلب -

مرز میان پشتکار و پافشاری کجاست؟
ادامه مطلب -

چه زمانی باید پلهای پشت سرتان را خراب کنید؟
ادامه مطلب
-
بررسی و آشنایی با نکات مهم روش و فرایند تولید پالت پلاستیکی
ادامه مطلب -

آشنایی با انواع روشهای قالبگیری و روش ساخت منهول پلیاتیلن
ادامه مطلب -

با هم عملکرد پایدار را هدایت کنیم
ادامه مطلب -

قدمهای کوچک برای بهجا گذاشتن میراث بزرگ
ادامه مطلب -

برای مهارتهای کارکنان، نقشه بکشید!
ادامه مطلب -

آشنایی با مواد اولیه تولید نایلون و دلایل استفاده از پلی اتیلن در تولید آن
ادامه مطلب
-

پی وی سی (PVC) چیست؟ آشنایی با کاربرد و ویژگیهای پلی وینیل کلراید
ادامه مطلب -

پلاستیک مهندسی چیست
ادامه مطلب -

نایلون چیست؟ تفاوت نایلون و نایلکس
ادامه مطلب -

بازیافت پلاستیک: آشنایی با انواع بازیافت پلاستیک و مراحل آن
ادامه مطلب -

گرانول چیست؟ مقاله جامع آشنایی با انواع گرانول و ویژگیهای آن
ادامه مطلب -
دستگاه تزریق پلاستیک چیست؟ آشنایی با انواع دستگاه ها، اجزا و کاربردها
ادامه مطلب




 آپارات
آپارات
 کست باکس
کست باکس
 ویکی پلاست
ویکی پلاست