- تاریخ انتشار ۲۹ مرداد ۱۳۹۹
- تعداد بازدید 3720 بازدید
- دسته بندی مقالات روشهای تولید
/ قالب گیری دمشی - نظرات کاربران 0 دیدگاه
- اشتراک گذاری

wikiplast.ir
قالب گیری دمشی یا قالب گیری بادی (BLOW MOLDING) + فیلم
قالبگیری دمشی (یا بادی)، یک فن آوری پیشرفته قالبگیری است. قالبگیری دمشی، مناسب ترین روش برای ساخت قطعات توخالی، مانند بطری های پلاستیکی محسوب می شود. یعنی جایی که ضخامت دیواره ی ظرف در همه جا یکسان است و شکل خارجی اهمیت زیادی دارد. حدود ۱۰ درصد از قطعات پلاستیکی به این روش تولید می شوند.

انواع قالبگیری دمشی
سه نوع فرآیند قالبگیری دمشی وجود دارد.
- قالبگیری دمشی فشاری (Extrusion Blow Molding)
- قالبگیری دمشی تزریقی (Stretch Blow Molding)
- قالبگیری دمشی کششی (Stretch Blow Molding)
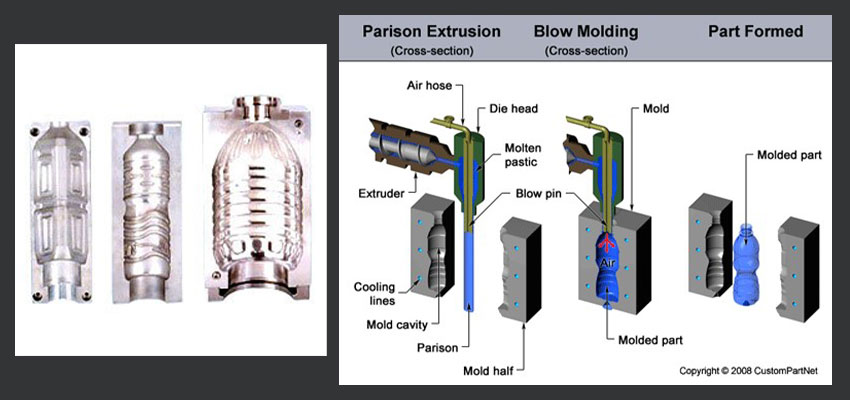
۱-قالبگیری دمشی فشاری
قالبگیری دمشی فشاری، ساده ترین نوع قالبگیری دمشی است. ماده پلاستیکی به شکلی لوله مانند، از روزنه ی اکسترودر، با فشار خارج شده و در محفظهی یک قالب که دیوارهی آن با آب خنک می شود، قرار می گیرد.
وقتی که قالب بسته می شود، هوا از قسمت بالایی یا گردنه ی محفظه به درون لولهی پلاستیکی تزریق می شود. این مرحله درست مثل باد کردن بادکنک است. وقتی که ماده پلاستیکی داغ، باد کرده و به دیواره قالب میرسد، منجمد میشود و حالا ظرف پلاستیکی تولید شده، شکل صُلب خود را حفظ میکند.
قالبگیری دمشی فشاری برای گسترهی متنوعی از ظرف ها با شکلها و اندازهها و دهانههای مختلف کاربرد دارد. بعضی از ماشینهای اکستروژن، میتوانند در هر ساعت ۳۰۰ تا ۳۵۰ بطری، تولید کنند. ظروف تولید شده با روش دمشی فشاری، میتوانند با وزن های متفاوتی تنظیم شوند. به طور کلی این قالب ها بسیار ارزانتر از قالبهای دمشی تزریقی هستند و زمان ساخت آنها نیز کوتاهتر است.
از مزایای قالبگیری دمشی فشاری، میتوان به نرخ بالای تولید، هزینهی کم ابزار و تولید وسیع ماشین های آن اشاره کرد.
معایب آن هم معمولا شامل نرخ ضایعات بالا، کنترل محدود روی ضخامت دیواره و مشکلات اصلاح و برش پلاستیک های اضافه است.
قالبگیری دمشی فشاری، می تواند برای انواع مختلفی از پلاستیک ها مثل HDPE، PC، PP و PETG استفاده شود.
قالبگیری دمشی فشاری، سرمایه گذاری اولیه نسبتا کمی برای تجهیزات نیاز دارد.
قالبگیری دمشی فشاری، برای تولیدات کوچک بسیار مناسب است.
مراحل قالبگیری دمشی فشاری:
- اکسترود پریزون (Parison)
- همزمان با بسته شدن دو صفحه قالب، قسمت بالای پریزون قطع شده و قسمت پایینی آن دور نازل دمنده می چسبد.
- پریفرم آنقدر باد می شود تا شکل محفظه ی قالب را به خود بگیرد.
- قالب باز می شود تا قطعه ی جامد شده برداشته شود.
۲- قالبگیری دمشی تزریقی
قالبگیری دمشی تزریقی، قسمتی از آن قالبگیری تزریقی و قسمتی قالبگیری دمشی است. قالبگیری دمشی تزریقی به طور کلی برای ظروف کوچک و البته بدون دسته مناسب است. قالبگیری دمشی تزریقی اغلب برای ظروفی که گردنه های رزوه شده با تولرانس دقیق داشته و گردنه های بزرگ دارند، استفاده می شود: مثل دسته های صلب و شکل های فرم دار.
ظروفی که با این روش ساخته می شوند معمولا وزن ثابتی دارند که برای تغییر وزن آن باید دستهی کاملا جدیدی از ساقه ها ساخته شود.
عموما ماده ی ظروف دمش تزریقی، در سراسر آن به طور یکنواخت و هموار توزیع می شود و همچنین احتیاجی به برش اضافات ندارد. هوا ی تزریق شده به پلاستیک فشاری در حدود ۷۵ تا ۱۵۰ psi دارد.
قالبگیری تزریقی را به سه مرحله می توان تقسیم کرد:
در مرحله ی اول، پلاستیک مذاب از روزنه تزریق، به حفره ی یک قالب فولادی دو تکه، تزریق می شود.قالب یک پریزون (Parison) پریفرم تولید می کند که شبیه یک لوله آزمایش است که رزوه کاملی در قسمت بالایی آن دارد.

سپس پریفرم ( perform ) روی میله ای تو خالی، منتقل می شود تا دومین مرحله ی قالبگیری دمشی تزریقی انجام شود. آنگاه پریفرم، درون یک قالب دمشی سرد که معمولا جنس آن از آلومینیوم است، قرار می گیرد. در اینجا هوا از میان میله ی تو خالی تزریق می شود تا پریفرم شکل حفره را به خود بگیرد.
پس از آن در حالی که هنوز ظرف، روی میله ی تو خالی است به مکانی دیگر انتقال داده می شود تا در مرحله ی سوم از ماشین بیرون انداخته شود.
قالبگیری دمشی تزریقی:
۱) ماده دور میله ی دمش تزریق می شود.
۲) قالب تزریق باز می شود و پریفرم به قالب دمشی انتقال مییابد.
۳) در پلیمر نیمه گرم دمیده می شود تا شکل قالب دمشی را به خود بگیرد.
۴) قالب دمشی باز شده و محصول نهایی برداشته میشود.
۳- قالبگیری دمشی کششی
قالبگیری دمشی کششی، رایج ترین روش تولید بطریهای برای آب، آبمیوه، و محصولات متنوع دیگر است . قالبگیری دمشی کششی برای اولین بار در سال های آغازین دهه۱۹۷۰ برای بسته بندی مواد شوینده به کار برده شد و همزمان با حفظ کاربرد اصلی توسعه یافته و در ساخت بطری نوشابه های گازدار استفاده شد.
یکی از مهمترین مزایای قالبگیری کششی دمشی توانایی کشش پریفرم در هر دو جهت مقطعی و محوری است.
کشش همزمان ماده از دو جهت، باعث افزایش استحکام کششی، خواص سختی ( Barrier Properties)، ضربه قطره ای (Drop Impact)، وضوح (Clarity) و حد بالای بارگذاری در ظرف می شود. با افزایش این خواص، معمولا می توان بین ۱۰ تا ۱۵ درصد از وزن کلی قطعه تولید شده با این روش نسبت به روش های مشابه کاست.
قالبگیری دمشی کششی، به دو دسته متفاوت تقسیم می شود: یک مرحله ای و دو مرحله ای.
در یک مرحله ای، از اکسترودر برای تزریق پریزون به داخل یک قالب پریفرم استفاده می شود. در آنجا پلاستیک به سرعت خنک شده و پریفرم شکل داده می شود.
بعد از آن، پریفرم دوباره گرم شده و در قالب بطری قرار داده می شود. سپس پریزون نرم شده تا حدود دو برابر طول اولیه کشیده می شود.
در مرحله ی بعد، درون پریزون کش آمده، دمیده می شود تا به اندازه و فرم قالب بطری، منبسط شود. این روش در جایی که نرخ تولید خیلی بالا نباشد، بسیار مناسب است. مثلا در کاربردهای خاص و قوطی های دهان گشاد.
قالبگیری دمشی کششی دو مرحله ای، مشابه یک مرحله ای است. به جز اینکه در این روش، پریفرم ها از قبل آماده شده اند.
فرآیند یک مرحله ای معمولا تنها از یک ماشین استفاده می کند، در حالی که فرآیند دو مرحله ای پریفرم هایی را استفاده می کند که از قبل ساخته و سرد شده اند.
این ویژگی، اختیار را به شرکت سازنده می دهد که پریفرم های مورد نیازشان را از بیرون خریداری کرده یا خود تولید کنند.
علاوه بر بطری های ساده این فرآیند قابلیت تولید ظروف دسته دار را نیز داراست.


-

ارزش ذهن۳۰ ثانیهای به سبک «چارلی مانگر»
ادامه مطلب -

۷ سوال برای اینکه اولویتهای مدیرتان را بهتر بدانید
ادامه مطلب -

مهارتهای نرم، سرمایه پنهان سازمانها در جذب و نگهداشت نیروی انسانی
ادامه مطلب -

پلیمرهای عمومی و مهندسی پرکاربرد در بازار ایران
ادامه مطلب -

چه زمانی باید پلهای پشت سرتان را خراب کنید؟
ادامه مطلب -

متوهم نیستید محیطهای کار سمی شدهاند
ادامه مطلب
-

آشنایی با مزایا و معایب چسبهای پلیمری و انواع کاربرد این نوع چسب
ادامه مطلب -
بررسی و آشنایی با نکات مهم روش و فرایند تولید پالت پلاستیکی
ادامه مطلب -

راهنمایی کارکنان: از دستور تا همکاری موثر
ادامه مطلب -

آشنایی با انواع روشهای قالبگیری و روش ساخت منهول پلیاتیلن
ادامه مطلب -

با هم عملکرد پایدار را هدایت کنیم
ادامه مطلب -

قدمهای کوچک برای بهجا گذاشتن میراث بزرگ
ادامه مطلب
-

پی وی سی (PVC) چیست؟ آشنایی با کاربرد و ویژگیهای پلی وینیل کلراید
ادامه مطلب -

پلاستیک مهندسی چیست
ادامه مطلب -

نایلون چیست؟ تفاوت نایلون و نایلکس
ادامه مطلب -

بازیافت پلاستیک: آشنایی با انواع بازیافت پلاستیک و مراحل آن
ادامه مطلب -

گرانول چیست؟ مقاله جامع آشنایی با انواع گرانول و ویژگیهای آن
ادامه مطلب -
دستگاه تزریق پلاستیک چیست؟ آشنایی با انواع دستگاه ها، اجزا و کاربردها
ادامه مطلب




 آپارات
آپارات
 کست باکس
کست باکس
 ویکی پلاست
ویکی پلاست