- تاریخ انتشار ۳۱ تير ۱۳۹۷
- تعداد بازدید 2659 بازدید
- دسته بندی صنعت پلاستیک
- نظرات کاربران 0 دیدگاه
- اشتراک گذاری
wikiplast.ir
نگاهی گذرا به فواید نمودارهای تزریق در دستگاه های قالبگیری تزریق
سازندگان دستگاه های تزریق پلاستیک سالانه آپشن های جدیدی به دستگاه اضافه کرده ویا همان آپشن های قدیمی را به روز می کنند.
به عنوان مثال تنظیمات ماهیچه کش ها از سال ۲۰۰۷ تا سال ۲۰۱۱ با تغییرات قابل ملاحظه ای روبرو بوده است که عملا تنظیماترا ، راحت، سریع و توانمند کرده است. در سایر عملکردها نیز به نوبه ی خود تغییرات سودمندی لحاظ شده است که جای بحث و گفت وگوی بسیار دارد.
عملکردی که در این چندساله نیز به آن توجه شایانی شده است آیتم نمودارهای تزریق پلاستیک می باشد که در منوی تزریق قرار گرفته است؛ این نمودارهای جدید یک تفاوت و برتری عمده و بسیار سودمند نسبت به سبک های قدیمی دارا می باشند:
در دستگاه های قدیمی فقط نمودار یک سیکل قابل مشاهده بود و تاریخچه ای از نمودارها قابل دسترسی نبود ولی در دستگاه های جدید نمودار هر سیکل قابل مشاهده است که این عمل، شرایط مقایسه تنظیمات مختلف را فراهم می آورد و علاوه بر آن می توان به پایدار بودن شرایط نیز پی برد.
حال سوال اینجاست که این نمودارها چه نقشی را می توانند ایفا کنند و یا چه مزیتی دارند که در نسخه های جدید ارتقا داده شده و به روز گشته اند؟
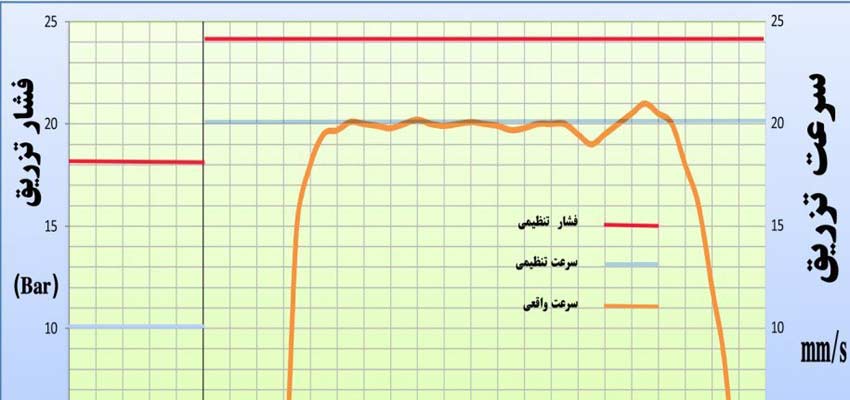
در تصویر زیر یک نمودار تزریق پلاستیک را مشاهده می کنید. در این نمودار سرعت تنظیمی و واقعی و فشار تنظیمی را می توان مشاهده کرد.
.jpg)
قبل از بیان مزایای نمودار تزریق پلاستیک به معرفی کلی این گراف ها می پردازیم:
نمودارهای تزریق پلاستیک شامل دو بخش تزریق(سمت راست نمودار) و هولد(سمت چپ نمودار) می باشند. محور افقی در قسمت تزریق بر حسب کورس مارپبچ و در قسمت هولد بر حسب ثانیه تقسیم بندی شده است .
محورهای عمودی شامل دو نوع درجه بندی محور می باشند که محور عمودی سمت راست بر حسب میلی متر برثانیه(جهت سرعت تزریق) و محور عمودی سمت چپ بر حسب بار ( جهت فشار تزریق)تقسیم بندی شده است.
این نمودارها عموما در قسمت تزریق و هولد در هنگام کار دستگاه دو نمودار فشار لحظه ای و سرعت لحظه ای را نیز می دهند که بیشتر تحلیل ها با توجه به این نمودارها مطرح می شود.
فشار لحظه ای ترسیم شده در نمودار مربوط به فشار سیلندر هیدرولیک می باشد در حالیکه فشار اعمالی بر مواد چیز دیگری است با وجود این چون شرایط ثابت است قابلیت مقایسه کردن تنظیمات را فراهم می آورد. حال با توجه به شناخت این نمودارها به بیان مزایای و کاربرد این نمودارها می پردازیم.
مزایای نمودار تزریق پلاستیک
۱- کاهش حدس و خطا
شاید بتوان گفت مهم ترین مزیت این نمودارها، کاهش حدس و خطا در تنظیم دستگاه است زیرا با استفاده از این نمودارها می توان شرایط حدس و خطا را پیش بینی کرد یا نتیجه تغییر یک پارامتر و تاثیر آن را بر روی نمودار مشاهده نمود.
۲- مشاهده مراحل تزریق و بهینه سازی پارامترهای آن
قبل از بازشدن قالب و بیرون انداختن قطعه می توان مرحله تزریق را مشاهده نمود و به تصحیح پارامترهای تزریق،قبل از پران قطعه پرداخت و این عمل موجب تسریع در تنظیم دستگاه می گردد بالاخص در مواردی که قطعه ضخیم بوده و زمان تولید قطعه طولانی باشد. بنابراین تنظیم کردن دستگاه در زمان کوتاهتری انجام خواهد گرفت.
۳- کاهش ضایعات در اثر پیش بینی وتسریع در تنظیم دستگاه تزریق پلاستیک
۴- بررسی تنظیمات عملکردی تزریق و هولد
.jpg)
نمودار ۲- نمودار صحیح مفهوم تزریق و هولد
در تزریق پلاستیک بهترین عملکرد دستگاه مربوط به زمانی است که هر کدام از عملکردهای تزریق و هولد وظایف خود را به درستی انجام دهند.
بدین صورت که در عملکرد تزریق، قطعه کاملا پر شود و سرعت تزریق از سرعت تنظیمی به سرعت صفر برسد و در قسمت هولد، مارپیچ که به سرعت صفر رسیده با توجه به نوع مواد و زمان مورد نیاز هم چنان ثابت نگه داشته شود.
باتوجه به توضیحات ارائه شده و تنظیم صحیح پارامترها، نمودار ۲ از عملکرد دستگاه مشاهده خواهد شد.
۵- مقایسه تنظیمات مختلف با توجه به دارا بودن تاریخچه نموداری
.jpg)
نمودار ۳- مقایسه تنظیمات مختلف بااستفاده از نمودار
۶- تعیین زمان کل تزریق بر حسب سرعت های مختلف مارپیچ
با استفاده از کورس تزریق و سرعت مارپیچ می توان زمان تزریق را محاسبه نمود. به عنوان مثال در نمودار شماره ۳ یکی از گراف های رسم شده است، سرعت مارپیچ را ۲۵ میلی متر بر ثانیه رسم کرده است.
حال باتوجه به این که کورس تزریق مربوطه نیز ۱۰۰ میلی متر می باشد نتیجه می گیریم که بهترین زمان تزریق برای این تنظیمات ۴ ثانیه می باشد (۴=۲۵/۱۰۰) . البته جهت تلرانس دستگاه می توان به این عدد چند دهم ثانیه اضافه کرد.
۷- تنظیم و تعیین کورسها برای تنظیم تزریق های چند مرحله ای
در عیب یابی تزریق پلاستیک، برخی مواقع از روش های “آهسته – سریع ” یا “سریع _ آهسته ” و یا “آهسته- سریع – آهسته ” استفاده نمود.
بنابراین باتوجه به روش های ذکر شده باید مراحل تزریق، چند مرحله ای تنظیم گردد و انتخاب موقعیت مارپیچ، جهت انتقال مراحل بسیار موثر می باشد و باتوجه به نمودار، این روند تسریع می یابد.
در تصویر زیر می توان یک نمودار سه مرحله ای مشاهده نمود که روش “آهسته – سریع – آهسته ” را نشان می دهد و در موقعیت های ۹۰ و ۵۰ میلی متر مراحل انتقال انجام گرفته است.
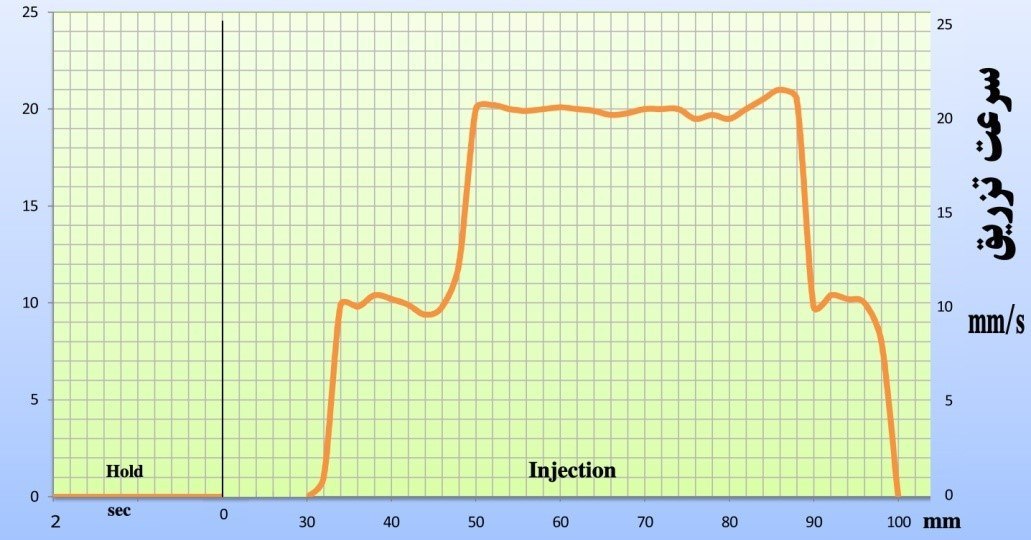
نمودار ۴ – تنظیم تزریق چند مرحله ای
۸- بررسی وجود مذاب سرد در پیشانی مواد
زمانی که مذاب سرد شده به هر دلیل در پیشانی مذاب تشکیل گردد، این مذاب سرد داخل قالب گردیده و سبب مسدود شدن جریان و افت ناگهانی فشار در مسیر و کاهش سرعت مارپیچ می شود.و همچنین این واقعه سبب کاهش کیفیت قطعه و افزایش ضایعات می گردد.
۹- تسهیل در تنظیم دستگاه های تزریقی اینورتر دار
این دستگاه ها که مجهز به اینورتر می باشند به دلیل کاهش مصرف انرژی، سرعت تنظیمی به صورت پلکانی تغییر می کنند.
به طور معمول دو سطح سرعت داریم؛ به عنوان مثال ممکن است تغییر سرعت ۱۰ به سرعت ۲۰ عملا تغییری در عملکرد دستگاه لحاظ نگردد. بنابراین در این مواقع باید توسط فشار هیدرولیک سرعت مارپیچ را تنظیم کرد. با استفاده از نمودار روند دستیابی به فشار تنظیمی تسریع می یابد.
۱۰- تنظیم شرایط راه اندازی قالب بر روی دستگاه های مختلف با تناژ یکسان
در دستگاه تزریق با توجه به تنظیم کردن دستگاه توسط تکنسین و یا از کالیبره خارج شدن دستگاه، از دستگاه های مختلف نمی توان عملکردی یکسان انتظار داشت ولی تنها عملکردی که در این دستگاه ها یکسان هست سرعت ماریپچ به دست آمده از نمودار تزریق می باشد بنابراین جهت تعویض قالب یکسان روی دستگاه های مختلف می توان از این نمودارها جهت تنظیم سرعت و فشار بهره برد.
در انتهای مطلب باید اشاره کنم نمودار های تزریق تنها یک ابزار کمکی جهت تنظیمات بهینه می باشند و الویت اول تسلط نسبی بر فرآیند تزریق پلاستیک است.
هم چنین آن چه در نمودارهای تزریق پلاستیک اهمیت دارد تحلیل صحیح این نمودار ها پس از یادگیری عملکرد آنها است.
منبع: بسپاران

-

انواع ورق پلاستیک و کاربردهای آن در صنایع
ادامه مطلب -

مقایسه دو پلیمر پر مصرف پت PET و پلی اتیلن PE
ادامه مطلب -

چطور «دوپامین نوتیفیکیشنها» را مهار کنیم؟
ادامه مطلب -

چرا «مقیاسپذیری» مختص موفقترین شرکتهاست؟
ادامه مطلب -

افزایش مقیاس کسبوکارهای خرد
ادامه مطلب -

هنگام تعدیل نیرو بر انسانیت تمرکز کنید
ادامه مطلب
-

چسباندن مواد پلاستیکی پلی اتیلن
ادامه مطلب -

مزایای مستربچ شیشهای در تولید لوازم خانگی
ادامه مطلب -

از «استعفای بزرگ» تا «گسست بزرگ»
ادامه مطلب -

فوم پلیاتیلن، خصوصیات و کاربرد آن در صنایع
ادامه مطلب -

ABS پلاستیک پرکاربرد بنام ای بی اس
ادامه مطلب -

اساسیترین منبع رشد اقتصادی و پیشرفت اجتماعی چیست؟
ادامه مطلب
-

پی وی سی (PVC) چیست؟ آشنایی با کاربرد و ویژگیهای پلی وینیل کلراید
ادامه مطلب -

پلاستیک مهندسی چیست
ادامه مطلب -

نایلون چیست؟ تفاوت نایلون و نایلکس
ادامه مطلب -

بازیافت پلاستیک: آشنایی با انواع بازیافت پلاستیک و مراحل آن
ادامه مطلب -

گرانول چیست؟ مقاله جامع آشنایی با انواع گرانول و ویژگیهای آن
ادامه مطلب -
دستگاه تزریق پلاستیک چیست؟ آشنایی با انواع دستگاه ها، اجزا و کاربردها
ادامه مطلب




 آپارات
آپارات
 کست باکس
کست باکس
 ویکی پلاست
ویکی پلاست