
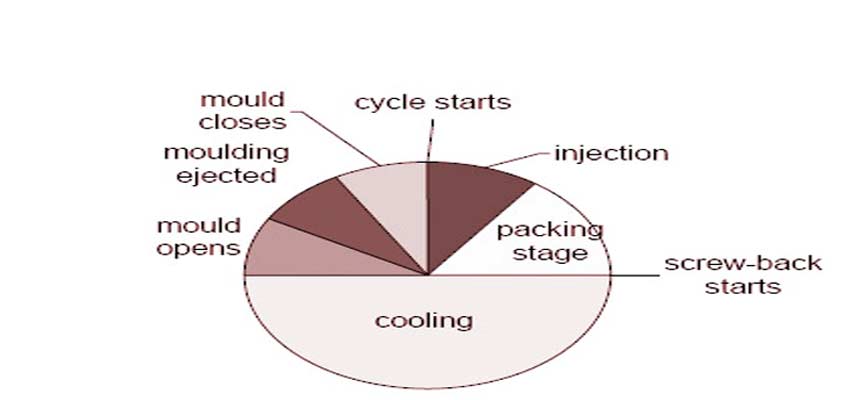
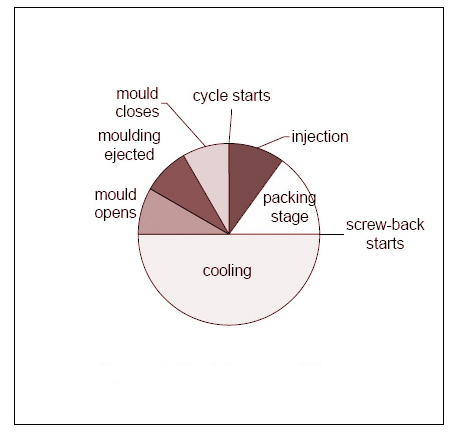
چرخه تولید در قالبگیری تزریقی به سه مرحله مجزا تقسیم می شود:
۱- نرم شدن مواد plastication
این مرحله در واحد تزریق انجام می گردد. سرعت جریان مواد پلیمری توسط شرایط فرایندی مواد در هنگام نرم شدگی کنترل می شود.
عملکردی از پارامترهای رئولوژی مواد، دمای بدنه سیلندر تزریق (barrel) و مقدار share ، فشار عقب (back pressure) و سرعت اسکرو در این فرایند تاثیر دارند. هدف اصلی در این مرحله تولید ماده مذاب هموژن برای مرحله بعدی است که ماده وارد قالب می گردد.
پارامترهایی که در این مرحله نرم شدگی مواد تاثیر دارند شامل دمای سیلندر، دمای پشت اسکرو و فشار پشت است.
۲- پر شدن filling
پارامترهایی که در پر شدن قالب تاثیر دارند اهمیت زیادی در نتیجه نهایی قطعه بویژه زمانیکه فاکتورهایی مانند خمیدگی) (ثرات جهت گیری) و سطح نهایی مد نظر باشد. دینامیک پرشدن قالب نیز فاکتوری مهم در اثرات ناشی از باقی ماندن تنش در قطعه است.
قابل تکرار بودن سرعت تزریق با وجود تغییرات بسیار کم نیز اهمیت دارد زیرا باعث تغییراتی در قطعه نهایی می گردد. اگر سرعت تزریق خیلی بالا باشد باعث اثر Jetting و تخریب (degradation) می شود و لذا در خواص مکانیکی قطعه موثر است.
سرعت کم نیز ممکن است باعث افزایش فشار مورد نیاز بعلت ایجاد لایه منجمد شده در دیواره مسیر حرکت مواد مذاب وپر نشدن کامل قالب (short shots) می شود.
نواحی نازکتر عموما نیاز به سرعت تزریق بیشتری نسبت به قطعات های ضخیم تر دارند، عمدتا بخاطر کاهش در اهمیت ارتباط بین زمان پر شدن قالب و زمان خنک کاری با یک ضخامت ضخیم تر است. مطلب مهم آنست که سرعت تکرار پذیر از یک shot تا shot بعدی وجود داشته باشد. پارامترهای مهم قالبگیری برای پرشدن قالب سرعت تزریق و فشار تزریق اشت.
۳- متراکم شدن (packing) و جامد شدن قطعه (solidification)
زمانیکه ماده در قالب است، پر شدن باید کامل شود (متراکم شدن در قالب)، قطعه سرد می شود و در نهایت از قالب خارج می شود.
هدف از متراکم شدن ماده افزایش مواد اضافی به قطعه است، زیرا جمع شدگی (shrinkage) با کاهش دانسیته پلیمر جامد شده ایجاد می گردد.
اگر پلیمر اضافی تزریق نشود باعث جمع شدگی و تاب خوردگی قطعه بعلت سرد شدن غیریکنواخت خواهد گردید.
بصورت ایده ال ابعاد قطعه پس از سرد شدن باید در محدوده تلرانسی تعریف شده برای قطعه باشد.
پارامترهای متغییری که در این مرحله وجود دارند عبارتند از فشار تراکم (packing pressure)، زمان تراکم(packing time) و دمای قالب اند.
طراحی نامناسب قالب باعث سرد شدن نامتوازن در طول ابعاد سطح قالب می شود که بتعث افزایش تنش های باقی مانده در قطعه می شود.
زمانیکه ماده بطور مناسب سرد شود، قطعه تولیدی از قالب خارج می شود و سیکل تزریق ادامه می یابد. در سیکل سرد شدن ناقص همزمان با سرد شدن قطعه، سیکل بعدی شروع می شود.
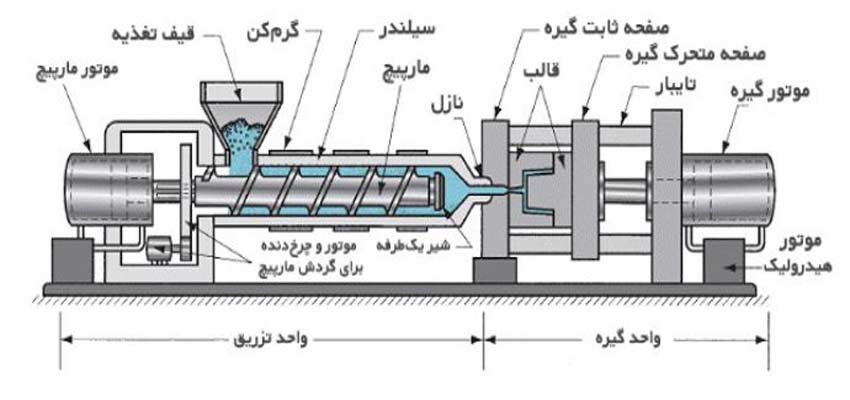
مراحل بیان شده در فوق در شکل زیر نشان داده شده اند:
منبع: بسپاران
لینک مطلب:
https://wkpl.ir/n302

دیدگاه خود را بنویسید
پتروشیمی ها
- آبادان
- آرتان پترو کیهان
- آریا ساسول
- اروند
- امیرکبیر
- ایلام
- Hyosung Topilene
- Ismail Resin Limited
- Reliance Industries Limited - هند
- بانیار پلیمر گنبد
- بندرامام
- پارس
- پتروپاک مشرق زمین
- پلی استایرن انبساطی سهند
- پلی استایرن انتخاب
- پلی اکریل ایران
- پلی پروپیلن جم (جم پیلن)
- پلی نار
- پلیمر کرمانشاه
- تبریز
- تخت جمشید
- تخت جمشید پارس
- تندگویان
- تولیدی پلاستیک ایسین
- جم
- خوزستان
- دی آریا پلیمر
- رجال
- شازند
- غدیر
- قائد بصیر
- قیام نخ
- کردستان
- گلپایگان
- لاله
- لرستان
- مارون
- محب بسپار ایده گستر
- محب پلیمر قم
- مهاباد
- مهر
- میاندوآب
- نوید زرشیمی
- هشت بهشت کیش
- هگمتانه
مطالب مرتبط
- سیلندر و ماردون (Screw) چیست؟
- نواقص در قالب گیری تزریقی و راهکارها (1)
- قالب گیری چرخشی و بررسی رزین مورد استفاده (قسمت دوم)
- قالب گیری دورانی Rotational Molding چیست؟ + فیلم
- آشنایی با آزمون کشش عوامل موثر بر استحکام کششی
- لولای متحرک پلاستیکی چیست؟
- ماشین قالبگیری تزریقی هیدرولیکی، الکتریکی یا هیبریدی، کدامیک مناسب تر هستند؟
- نگاهی گذرا به فواید نمودارهای تزریق در دستگاه های قالبگیری تزریق
- مقدمه ای بر قالبگیری تزریقی
- در مورد SSR ها چه می دانید؟
آخرین مطالب
رکوردداران رقابت در بورس کالا؛ سه شنبه 2 بهمن 1403
انجام بزرگترین اورهال در تاریخ پتروشیمی تندگویان
پایان عصر نفت؟
تصویر ارز در بازار توافقی
فهرست جدید رتبه بندی شرکت های تولیدکننده لوله PE منتشر شد
پربازدیدترین مطالب
اعلام قیمت پایه محصولات پتروشیمی تا 30 دی 1403 + دانلود قیمت ها
اعلام قیمت پایه محصولات پتروشیمی تا 7 بهمن 1403 + دانلود قیمت ها
تغییرات هفتگی قیمت های جهانی محصولات پتروشیمی تا 17 ژانویه 2025
رکوردداران رقابت در بورس کالا؛ چهارشنبه 26 دی 1403
رکوردداران رقابت در بورس کالا؛ دوشنبه 24 دی 1403





























 آپارات
آپارات
 کست باکس
کست باکس
 ویکی پلاست
ویکی پلاست