
قالبگیری تزریقی یکی از عمومی ترین فرایندهایی است که برای تولید قطعات پلاستیکی استفاده می شود. این فرایند، فرایندی متناوب از پر شدن سریع قالب و سرد شدن و خروج قطعه است.
گستره ای وسیع از مواد پلاستیکی و غیر پلاستیکی می تواند بعنوان ماده اولیه آن مورد استفاده قرار بگیرد. اما ماشین برای استفاده از نوع ماده مورد نظر باید ساخته شود.
ماده که عموما بدو صورت گرانول یا پودر است، در واحد تزریق نرم و مذاب می شود و تحت فشار زیاد (۵۰۰-۱۵۰۰ بار) بدرون قالبی که بین دو کلمپ قرار گرفته است، تزریق می شود.
مزیت اصلی قالبگیری تزریقی اینست که روشی اقتصادی در تولید انبوه است. قطعات با دقت زیادی در یک مرحله بصورت سریع و خودکار تولید می شود.
عموما عملیاتی بعد از تولید قطعه ترزیقی لازم نیست. در این فرایند امکان ادغام چند فرایند با یکدیگر برای کاهش تعداد مراحل تولید قطعه و اقتصادی بودن تولید آن وجود دارد.
برای تضمین کیفیت قطعات تولید شده از طریق این فرایند نکات زیر را باید در نظر گرفت:
ماده باید با دقت مذاب و نرم شده و سپس تزریق گردد تا از اثرات منفی بر خواص ماده جلوگیری گردد.
تنظیم پارامترهای فرایند (از قبیل فشار و دما) مربوط به ماشین و قالب بدون در نظر گرفتن زمان و فاصله باید ثابت باشد.
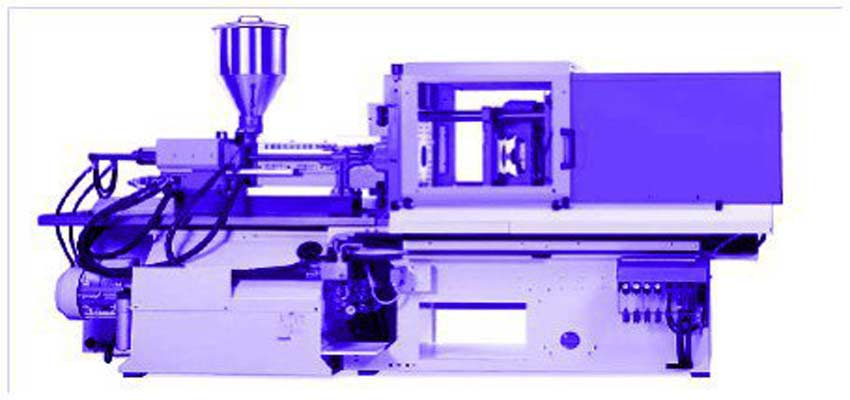
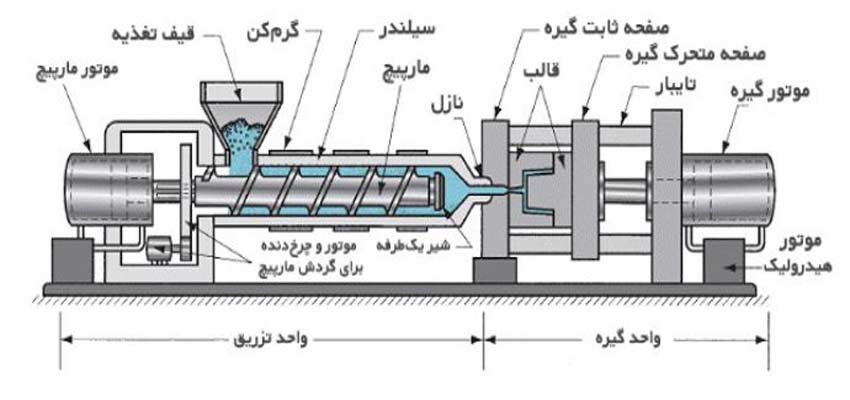
قسمت های اصلی ماشین قالبگیری تزریقی.
یک مثال از یک نوع ماشین تزریق تجاری در شکل زیر آمده است:
.jpg)
بطور خلاصه قسمت های اصلی ماشین نشان داده شده است:
بطور خلاصه واحد کنترل، کلیه عملیات های ماشین را کنترل می کند و مراحل مختلف فرایند را نشان می دهد.
واحد تزریق عملیات مذاب کردن و تعیین مقدار ماده برای تزریق بداخل قالب را انجام می دهد.
کلمپ ها قالب تزریقی را نگه می دارند و نیروی مورد نیاز برای بسته ماندن قالب در هنگام تزریق ماده مذاب بدرون آن را تامین می کنند.
ماشین بر پایه هیدرولیک، سیستم هایی را برای حرکت ماشین در خود جا می دهد. هر ماشین مقدار فضای خاصی برای خود دارد که این حداقل فضای لازم برای انجام عملیات است.
تشریح فرایند قالبگیری تزریقی
در قالبگیری تزریقی قالب و ماده مذاب شده در دو ناحیه متفاوت از یکدیگر قرار دارند. ناحیه ذوب ماده یعنی سیلندری که دارای دمایی در سطح دمای ذوب ماده است.
در طرف دیگر، قالب به اندازه کافی سرد نگه داشته می شود تا ماده سریع سرد شود و از قالب خارج گردد ( در مواد گرما نرم) یا گرم نگه داشته می شود تا ماده شبکه ای شود (در مواد گرما سخت). ماده مذاب به داخل قالب (تثبیت شده توسط کلمپ ها) تزریق می گردد.
در ماشین قالبگیری تزریقی،واحد کلمپینگ که حاوی قالب و واحد تزریق است یکپارچه هستند. اگر قالب بصورت افقی قرار بگیرد، امکان تولید کاملا خودکار وجود دارد.
این باعث می گردد تا قطعه پس از اتمام قالبگیری تزریقی و باز شدن قالب از قالب جدا شده و به پایین هدایت شود. قالبگیری تزریقی عمدتا برای فرایند مواد ترموپلاستیک بکار می رود.
این روش به دو صورت انجام می شود. یکی با استفاده از پیستون تزریقی و دیگری بصورت رفت و برگشتی و با استفاده از اسکرو. روش اول اکنون بندرت استفاده می شود و ما نیز به روش دوم می پردازیم.
مراحل قالبگیری تزریقی:
یک فرایند قالبگیری تزریقی به پنج مرحله تقسیم می شود که در زیر به آنها اشاره می شود.
.jpg)
۱- مواد بداخل قالب تزریق می شود.
.jpg)
۲- برگشت ماشین به عقب، بارگیری مقدار معینی از ماده مذاب برای سیکل بعدی قالبگیری تزریقی
.jpg)
۳- در مرحله سه، واحد تزریق از واحد کلمپینگ جدا و بسمت عقب حرکت می کند.
.jpg)
۴- در مرحله چهار که در شکل زیر نشان داده شده است قالب از یکدیگر جدا شده تا قطعه سردشده نمایان شده و از قالب جدا شود.
.jpg)
۵- در مرحله پنج، واحد تزریق بسمت جلو و بطرف واحد کلمپینگ حرکت کرده تا سیکل جدیدی را شروع کند
ترموپلاستیک ها بداخل قالب سرد تزریق می شوند. دمای قالب باید به اندازه کافی پایین تر از دمای مذاب پلیمر باشد تا ماده جامد شود. بدین علت فرایند جامد شدن، یک فرایند فیزیکی است.
منبع: بسپاران
لینک مطلب:
https://wkpl.ir/n1192

دیدگاه خود را بنویسید
zarezadeh
جمعه ۲۸ آذر ۱۳۹۹
خیلی عالی بود ممنون .
ارسال پاسخ
پتروشیمی ها
- آبادان
- آرتان پترو کیهان
- آریا ساسول
- اروند
- امیرکبیر
- ایلام
- Hyosung Topilene
- Ismail Resin Limited
- Reliance Industries Limited - هند
- بانیار پلیمر گنبد
- بندرامام
- پارس
- پتروپاک مشرق زمین
- پلی استایرن انبساطی سهند
- پلی استایرن انتخاب
- پلی اکریل ایران
- پلی پروپیلن جم (جم پیلن)
- پلی نار
- پلیمر کرمانشاه
- تبریز
- تخت جمشید
- تخت جمشید پارس
- تندگویان
- تولیدی پلاستیک ایسین
- جم
- خوزستان
- دی آریا پلیمر
- رجال
- شازند
- غدیر
- قائد بصیر
- قیام نخ
- کردستان
- گلپایگان
- لاله
- لرستان
- مارون
- محب بسپار ایده گستر
- محب پلیمر قم
- مهاباد
- مهر
- میاندوآب
- نوید زرشیمی
- هشت بهشت کیش
- هگمتانه
مطالب مرتبط
- سیلندر و ماردون (Screw) چیست؟
- نواقص در قالب گیری تزریقی و راهکارها (1)
- قالبگیری چرخشی
- قالب گیری دورانی Rotational Molding چیست؟
- آشنایی با آزمون کشش عوامل موثر بر استحکام کششی
- لولای متحرک پلاستیکی چیست؟
- ماشین قالبگیری تزریقی هیدرولیکی، الکتریکی یا هیبریدی، کدامیک مناسب تر هستند؟
- نگاهی گذرا به فواید نمودارهای تزریق در دستگاه های قالبگیری تزریق
- چرخه تولید در قالبگیری تزریقی
- فشار پشت مارپیچ در قالبگیری تزریقی چیست؟
آخرین مطالب
ناترازی گاز، تولید کدام صنایع را کاهش داد؟
رکوردداران رقابت در بورس کالا؛ شنبه 22 دی 1403
خرید انواع سلفون
راه کامیون های ایرانی برای خروج از ترکیه باز شد | تردد عادی در مرز بازرگان
اقتصاد ایران در ۲۰۲۵
پربازدیدترین مطالب
اعلام قیمت پایه محصولات پتروشیمی تا 23 دی 1403 + دانلود قیمت ها
رتبه بندی شرکت های تولیدکننده لوله پلی اتیلن اعلام شد+ فهرست شرکت ها
تعرفههای برق صنعتی لغو شد
رکوردداران رقابت در بورس کالا؛ سه شنبه 18 دی 1403
هضم دلار توافقی در بازار مواد پتروشیمی


























 آپارات
آپارات
 کست باکس
کست باکس
 ویکی پلاست
ویکی پلاست