

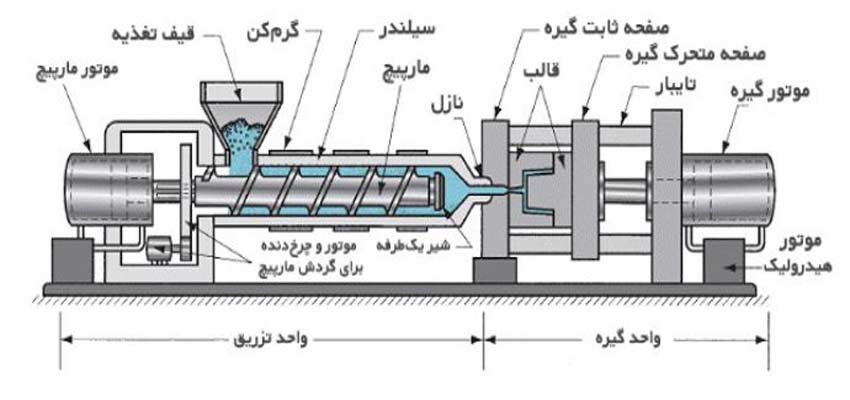
فرآیند قالب گیرى تزریقی
مقدار مصرف مواد کمک دهنده فرآیند در قالبگیری تزریقی، اغلب بین ١-٣ درصد در نوسان است . این مواد، باعث بهبود بخشیدن عوامل زیر در آمیزه می شوند :
- امکان استفاده از پی وی سی با عدد k بالاتر که خواص مکانیکی را افزایش می دهد.
- سبب سیلان سریع تر مذاب می شود.
- در بعضی فرآورده ها، گرانروی مذاب کاهش می دهد.
- همگنی بیشتر در جریان مذاب را تأمین می سازد.
- باعث افزایش یافتن سرعت تزریق می شود.
- سطح را صاف و براق می کند.
- باعث افزایش استحکام مکانیکی می شود.
فرآیند کلندرینگ
کمک دهنده های PMMA در این روش فرآیندی، باعث افزایش همگنی در مذاب می شوند و همچنین باعث بهبود رفتار و ویژگی های ماده مذاب می شود که نتیجه آن نیز افزایش سرعت حرکت غلتک ها و همچنین افزایش براقی محصول می باشد.
اکثراً در کلندرینگ، از کمک دهنده ها PMMA که دارای وزن مولکولی متوسط می باشند، استفاده می شود. اما در شرایطی که شفافیت در محصول مورد نظر نباشد، کوپلیمرها استایرن/متاکریلات به کار می روند. در صورت استفاده از مواد گفته شده، ویژگی هایی که پدید می آید که باعث بهبود عوامل زیر می شوند:
- افزایش سرعت کلندرینگ
- افزایش یافتن همگنی در مذاب
- جدا شدن آسان از غلتک ها
- به وجود آمدن سطح براق
- بهبود رفتار ماده در فرآیند شکل دهی حرارتی

فرآیند قالب گیری دمشی
در تولید قطعات توخالی مثل بطری، همگنی کامل سیلان مذاب امری ضروری است. کنترل کردن میزان تورم دای بعد از عبور از کلگی دستگاه در این نوع فرآورده ها، به وسیله استفاده از مواد کمک دهنده فرآیندی که دارای وزن مولکولی متوسط و زیاد هستند، انجام می گیرد. میزان مصرف کمک دهنده های فرآیند در قالب گیری دمشی در حدود ٠.۵ الی ٣ درصد متغیر است.
کمک کننده های فرآیند PMMA باعث بهتر شدن ویژگی ها در قالب گیری دمشی به صورت زیر می شوند:
- بهتر شدن جریان مواد در قیف
- سیلان سریع تر مذاب
- یکنواختی بیشتر در مذاب
- بهتر شدن براقی در سطح
- کاهش پخش نور که شفافیت بیشتری به همراه دارد.
- یکسان شدن ضخامت
- بهینه شدن مقدار تورم بعد از عبور مواد از دای
- بهبود فرآیند آمیزه اصلاح شده، از طریق مواد مقاوم کننده در برابر ضربه
- بهبود ویژگی چاپ پذیری
منبع: رساکالا



























 آپارات
آپارات
 کست باکس
کست باکس
 ویکی پلاست
ویکی پلاست